I. Tipos comunes de mangueras flexibles de PVC
Las mangueras se clasifican porestructura,reforzamiento, ysolicitud:
| Clasificación | Tipos | Características y aplicaciones clave |
| Estructura | Una sola capa | Construcción básica, de bajo costo (por ejemplo, mangueras de aire/agua simples) |
| Multicapa | Rendimiento mejorado (por ejemplo, capas internas/externas con barrera) | |
| Reforzamiento | Sin refuerzo | Aplicaciones de baja presión (drenaje, trabajos ligeros) |
| Textil trenzado | Presión media (por ejemplo, mangueras de jardín, aire comprimido) | |
| alambre en espiral reforzado | Alta presión (hidráulica, transferencia de combustible) | |
| alambre helicoidal reforzado | Resistencia al colapso (mangueras de succión) | |
| Solicitud | Jardín/Riego | Resistente a la intemperie, estabilizado a los rayos UV, resistente a las torceduras. |
| Aire/Agua Industrial | Resistente al aceite, resistente a la abrasión. | |
| Transferencia química | Resistente a ácidos y álcalis (compuestos especializados) | |
| Automotor | Refrigerante, lavaparabrisas, líneas de freno de aire | |
| Comida/bebida | Gránulos libres de ftalatos que cumplen con la normativa FDA | |
| Médica/Farmacéutica | USP Clase VI, biocompatible, ultralimpio |

II. Proceso de producción con gránulos de PVC
(La extrusión de doble tornillo es la más común)
1.Manipulación de materiales:
. Los gránulos de PVC se introducen desde los silos en la tolva de la extrusora.
. Crítico: Los gránulos deben estar secos (humedad < 0,3%). Puede ser necesario un presecado a 60-80 °C durante 1-2 horas.
2.Extrusión:
. Los gránulos ingresan al barril del extrusor mediante tornillos giratorios.
. Las zonas se calientan progresivamente (normalmente entre 150 °C y 190 °C).
. El PVC se funde hasta convertirse en una masa viscosa y homogénea mediante calor cortante y conducción.
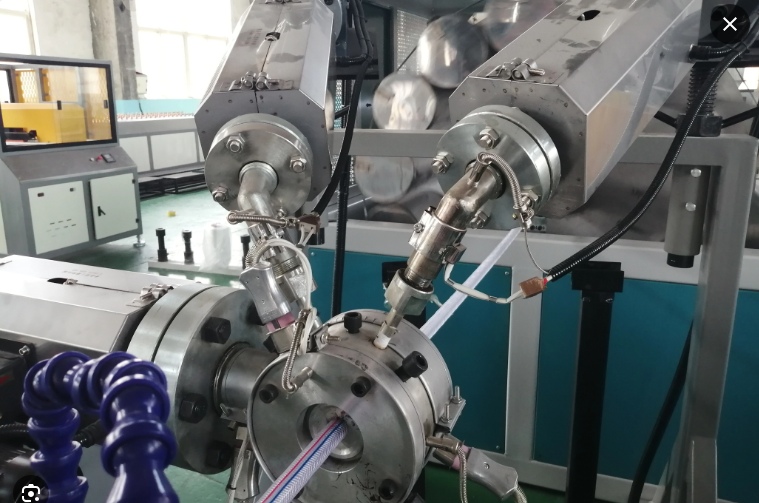
3.Herramientas (cabezal de matriz):
. La masa fundida se fuerza a través de una matriz que da forma al diámetro interior (DI) de la manguera.
. Para mangueras reforzadas: el trenzado/espiralización se produce inmediatamente después de la extrusión del tubo interior.
4.Solicitud de refuerzo (si corresponde):
. Trenzado: Hilos (poliéster, nailon, aramida) se entrelazan sobre el tubo interior.
. Espiral: Se enrolla un alambre de acero o plástico alrededor del tubo.
5.Extrusión de la capa exterior (coextrusión):
. Una segunda extrusora aplica la capa exterior sobre el refuerzo.
. Requiere un control preciso de la adhesión entre capas.
6.Enfriamiento y dimensionamiento:
. La manguera ingresa a un tanque de dimensionamiento al vacío o a un baño de agua para solidificarse.
. Las mangas calibradas mantienen un diámetro exterior (OD) preciso.
. El enfriamiento debe ser gradual para evitar tensiones o distorsiones.
7.Impresión y marcado:
. Las impresoras de estampación en caliente o de inyección de tinta aplican marcas/especificaciones.
8.Tirando y enrollando:
. Los tiradores mantienen la tensión a una velocidad controlada.
. Las mangueras se enrollan o se cortan a medida.
9.Posprocesamiento (opcional):
.Accesorio de conexión final: Conectores engarzados.
. Esterilización: Para mangueras médicas (por ejemplo, óxido de etileno, gamma).
Parámetros clave del proceso
Diseño de tornillo:Relación L/D (20:1 a 30:1), relación de compresión (2,5:1 a 3,5:1)
Perfil de temperatura:Debe coincidir con la formulación del gránulo (tipo de plastificante, estabilizadores).
Presión de fusión:150-350 bar (monitoreado para evitar la degradación)
Velocidad del tornillo:RPM optimizadas para salida vs calidad de mezcla
Control de vacío/enfriamiento:Previene burbujas, asegura la estabilidad dimensional.
Puntos críticos de control de calidad
Consistencia del gránulo:Índice de fluidez (MFI), contenido de plastificante
Dimensiones:Tolerancias de diámetro interior y exterior (±0,1 mm típico)
Propiedades físicas:Resistencia a la tracción, alargamiento, presión de rotura
Calidad de la superficie:Suavidad, ausencia de geles/piel de tiburón
Adhesión:Unión de capas (pruebas de pelado para mangueras multicapa)
Cumplimiento normativo:Certificaciones (NSF, FDA, REACH)
Defectos y causas comunes de las mangueras de PVC
| Defecto | Causa probable |
| Zapa | Alta velocidad de extrusión, baja temperatura de fusión. |
| Burbujas/Ampollas | Humedad en los gránulos, temperatura excesiva. |
| Deformación/Torsión | Enfriamiento desigual, desalineación del extractor |
| Mala unión de refuerzo | Temperatura de fusión incorrecta, incompatibilidad de formulación |
| Rayas de color | Mezcla inadecuada, gránulos contaminados |
Consejo profesional:Optimizar la formulación de gránulos para:
. Procesabilidad:El equilibrio del lubricante evita el deslizamiento del tornillo.
. Flexibilidad a baja temperatura:Elija plastificantescomo DINP/DOTP para climas fríos.
. Resistencia a la extracción:Utilice plastificantes de grado polimérico en las mangueras químicas.
¿Necesita ayuda para solucionar un problema de producción específico o formular gránulos para un tipo de manguera?Equipo técnico del INPVCPuede proporcionar una orientación técnica más profunda.
Hora de publicación: 17 de julio de 2025









